
咨询热线:
020-39936800
020-39936800
2020-05-09 点击数:
关键字: 印花刮板
生活中我们会见到很多不同的个性的潮牌衣服,在这个追求个性前卫的年代,我们印花材料一样不能落伍,只有好的印花技巧才能做出符合消费者质检标准的好商品。下面就由辉彩颜料小编为大家讲下,印花需要注意的几个事项 。
印花刮板小技巧:
1、刮板:
刮板由刮板和刮板胶条组成,上面的刮板柄,夹制下面的胶条,刮板柄可以是木制的、塑料的、合金铝的等。刮板要求平直,防止上歪,刮条无缺口。手工刮印采用一块刮板,机械印花需两块刮板,交替往返刮印。毛巾的染料印花常采用磁棒刮刀,下浆量大。
(1)刮板胶条的材质(常称刮刀):
要想达到印花质量上乘的效果,印花刮刀的选择也很重要。
从刮刀的材料上看:
有天然橡胶刮刀、合成橡胶刮刀、合成树脂刮刀(聚氨酯刮刀)。合成橡胶刮刀多为黑色,硬度较小,为邵氏硬度40-90,聚氨酯刮刀硬度较大,为邵氏硬度60-90度。聚氨酯刮刀的颜色由琥珀色——棕红色,硬度由小——大。
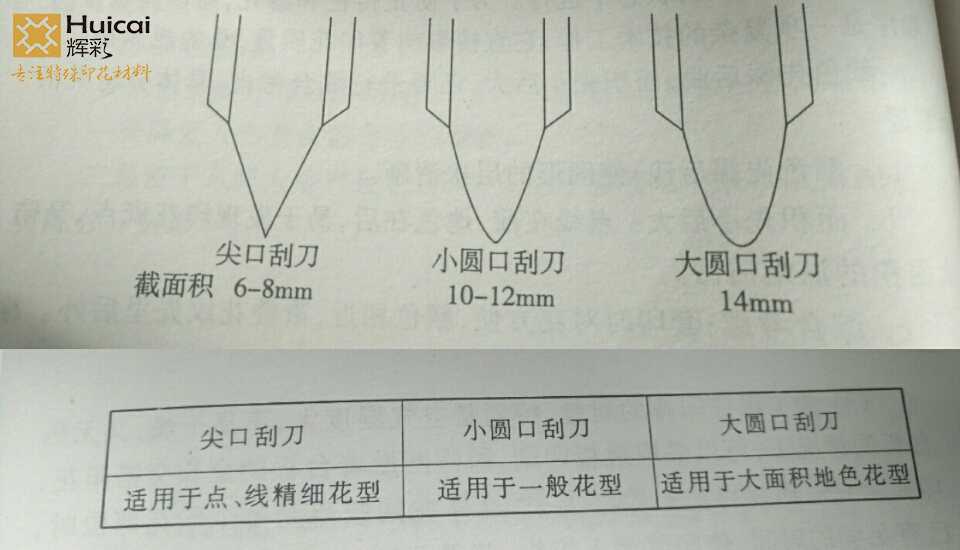
纺织行业的印花,应选用有柔韧性的合成橡胶刮刀,硬度低的圆口刮刀,刀口面积大,印花时给浆量多,印制效果好,最适合满地花型。硬度大的刮刀,刀口面积小,给浆量少,适于点、线精细花型,印后图型边缘清晰。
热固油墨的网点印花和三原色印花可用聚氨酯刮刀,见后祥述。
根据图案精细程度选择刮刀:
合成橡胶刮刀的选择,如表4-3:
(2)刮刀的刮程度:
一般的织物面料采用2-4次刮程。薄、轻及疏水性织物,刮程可减少。厚重及表面凹凸不平的织物以及天然植物纤维或毛圈织物可适当灵活增加刮程数。
(3)刮刀的角度、压力和速度:
刮刀的角度是指
平面刮印角度在20度-70度。
刮印角度大、速度快、压力小、下浆量少。
刮印角度小、速度慢、压力大、下浆量多。
下浆量还与刮刀硬度、力度大小、以及承印物的组织结构、纤维性质、图案精细程度、印花浆料有着密切的关系。

2、印花操作
(1)贴布:
贴布要对准位置,防止偏离中心线,贴布要牢而且平整,褶皱处打开,去掉织物上的线毛和杂质。
贴布常用台板胶固定织物,台板胶有两种:一种是水性台板胶:适合于纺织品印花使用。另一种是油性台板胶:适合于皮革、塑料、或特种印刷。
(2)操作:
长期的实践,正确操作和高度的责任心,是印花质量的保证。手工刮印要做到用力均匀,速度适中,刮刀不能在花型上中途停留,收浆要净,浆料不能残留在花型,为防止干板又不能浆料过多造成渗化,所以刮印时浆料应勤添少添。最好固定一人一色,有利于保证印花质量,及时发现印花疵点原因,杜绝造成更大印花质量事故。
对于大幅面的手工印花,如1.5m以上的幅面采用长刮刀,需两人同时操作,更严格要求力度、速度、协调一致。
为了保证印花的质量,特别是空气湿度大,不易干燥,又无热台板的情况下,可以采取跳板印刷,即筛网沿着台板的全长交错印花,印完全长后然后再把空隙添上去,这样在网版落到每个印花部位时,已有足够的时间,使印浆渗入织物,获得干燥,以此获得质量好的印花效果。
